


MOTEC 運動控制產品在立式包裝機上的應用
1.簡介
在運動控制應用中,一般電機驅動器運動控制能力較強,但邏輯與運算功能卻比較弱,一般的控制器
有全面的邏輯功能,但又很難具備運動控制的全部功能。傳統的PLC+驅動器方案,存在著高速數據傳輸,
數據同步,抗干擾能力差,線路復雜等問題。
MOTEC內置PLC功能伺服驅動器內部集成了運動控制與邏輯控制, 可以獨立完成PLC+伺服的全部功能,
在運行中控制部分可直接調用伺服參數,不需要通過額外通信接口。響應速度高,抗干擾能力強。避免接
口通訊問題。適用于各種自動化設備。
2.系統分析
通過內部程序及參數設置。該系統具有制袋、充填、封口、日期打印、切斷袋膜、成品計數等功能。
首先將包裝膜按照規定的供膜要求能自動完成制袋。包裝膜由拉袋電機通過傳動機構將薄膜帶動行
進。 當薄膜通過打印器時,可自動打印需要的生產日期。 薄膜經翻領成型器后,通過縱封器將薄膜制成袋筒,
袋筒經橫封器進行下橫封。物料通過旋轉進料器進行進料傳送,進料電機通過傳動機構旋轉角度精確定量
物料體積,物料通過下料筒流入袋膜中進行上橫封,下橫封,拉袋走紙工序完成后,裝有物料的袋膜通過自
重,自動落入溜板輸出機外。
該系統適用于包裝奶粉、米粉、洗衣粉、染料、香精香料等易流動或流動性極差的粉粒狀物料。系統
可顯示故障報警,能迅速找出設備的故障原因和故障位置所在,幫助及時排除故障。
3.電氣結構
整體電氣組成有:人機界面,MOTEC 伺服驅動器(帶 PLC 功能),MOTEC 伺服電機(旋轉進料電機與拉
袋電機)。卷膜定長光電傳感器。加熱器,橫封器,縱封器等。
4.工作流程
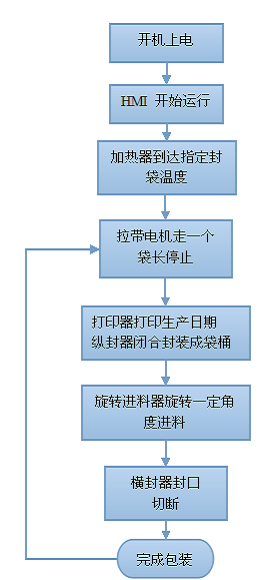
首先開機上電,HMI 開始運行,橫封器縱封器開始加熱,溫度到達后可以開始包裝。拉帶電機先走
個包裝袋長度停止,打印器打印上生產日期,縱封器開始閉合加熱袋膜形成袋桶,螺旋進料器旋轉一定
度填入定量物料。橫封器封口(同時完成上下袋口封口),切斷。完成包裝作業循環。
若發生袋膜不足。物料不足。溫度異常。電機異常等情況 發生報警。方便排查問題。
5.HMI 界面
功能特點:畫面直觀,操做簡單。直接實現觸摸屏對 MOTEC 伺服驅動器的操控,完成參數設置,監控,
動作控制。
主界面:


通過人機界面可以設定系統常用參數,顯示伺服工作狀態,傳感器狀態,產量統計清零等。
走袋速度 用于輸入拉帶電機拉帶速度,單位為厘米/秒。
填充容量 用于設置旋轉進料器每次動作填料質量。
填充速度 用于設置進料電機運行速度,調整填料快慢
縱封延時 用于設置縱封完成后多少毫秒開始填料。
橫封延時 用于設置填料多少毫秒后開始封袋。
打印時間 用于設置打印頭打印作業時間。
加熱時間 用于設置橫封縱封加熱所需時間。
產量統計 用于計算設備完成包裝數量,方便統計。
允許測長 設置一段保護距離,包裝袋走過該距離后開始檢測光標。
袋長保護 用于設置一個保護長度,當走過該長度沒有檢測到光標,則認為包裝袋斷裂或無袋。
產量清零 將已有產量信息清零
運動控制:

單詞運行 點擊單次運行,系統完成一個完整包裝作業,用于測試包裝機運行效果。
點動出料 點動填料電機運轉。
點動送袋 點動送袋電機運轉。
打印 打印頭動作。
調試 按下調試開關,可進行橫封,縱封,切斷等動作的測試。
切斷 切斷刀動作,調試按鈕按下時有效。
橫封 橫封動作,調試按鈕按下時有效。
縱封 縱封動作,調試按鈕按下時有效。
包裝開始 包裝機開始循環作業。
急停 點擊后系統停止當前運動,處于停止狀態。
6.總結
該系統由 PLC 功能的伺服電機、觸摸屏構成驅動控制核心,最大限度地提高了整機的控制精度、調速
范圍、可靠性和智能化程度,簡化了機械傳動系統,并顯著降低機械噪音和故障發生率,同時使整機的操
作使用簡單容易,伺服在系統只既作為控制器,又作為驅動器,相比較原有方案,省略了 PLC,降低了成
本,簡化了系統結構。




 投訴建議
投訴建議
提交

意美德 MOTEC混合式步進電機與驅動器

MOTEC α HLD 系列智能伺服驅動器
MOTEC SD388B-C001三相智能步進驅動器

意美德 TRIO MC206數字運動控制器

意美德 CNC數控PCB鉆銑床系統